")
Как и в любом другом производстве, процесс 3D печати далеко не всегда приводит к желаемому результату. Иногда качество напечатанного изделия не позволяет использовать его в намеченных целях. Причиной тому могут стать разные факторы, например, одним из таких недостатков является натяжка или натяжение нити на готовые детали. 3D принтеры в наши дни массово применяются во многих сферах, что делает контроль качества печатаемых изделий важной задачей промышленного масштаба. В данной статье мы расскажем о причинах возникновения этой проблемы и путях ее решения.
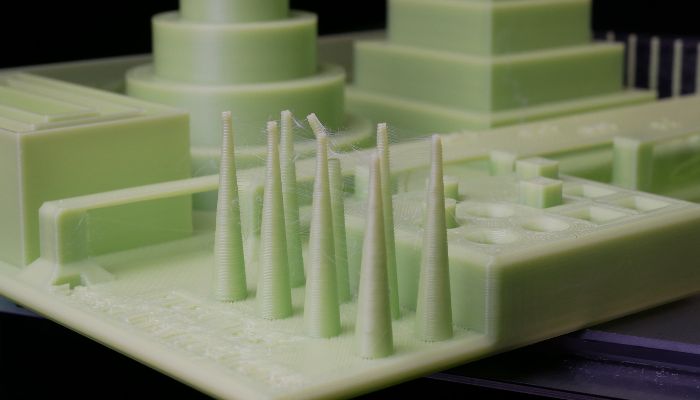
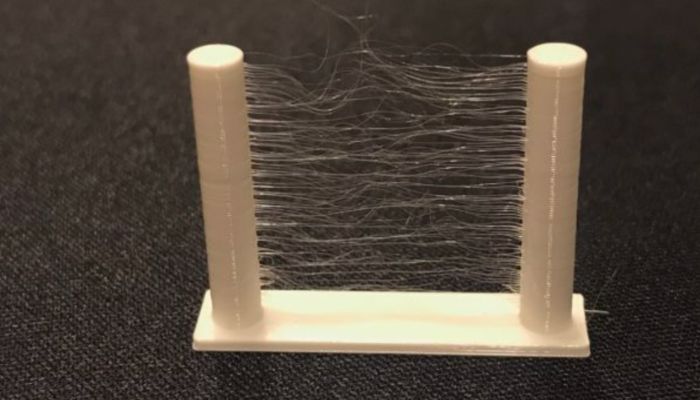
Натяжка образуется из-за накопления сверхтонких нитей расплавленного пластика. Они появляются не там, где нужно, и наматываются на выступающие элементы детали в процессе ее изготовления. Еще это явление называют “паутинкой”, “волосатой” или “усатой” печатью. Его причиной часто бывает неправильная настройка 3D принтера, из-за которой волокно продолжает вытягиваться из сопла, когда экструдер уже переместился в другую позицию.
Натяжение нитей в 3D печати можно проиллюстрировать на примере клеевого термопистолета. Из-за избыточного давления внутри устройства его стержни продолжают выделять клей даже после того, как вы перестали давить на рычаг. При прохождении волокна диаметром 1.75 мм через сопло 3D принтера диаметром 0.4 мм также образуется избыток давления. Из-за чего на деталях образуется паутинка из мелких нитей.
К сожалению, на сегодняшний день не существует аппаратного решения для автоматического удаления этих нитей, поэтому приходится делать это вручную или альтернативными методами. Например, путем регулировки рабочей температуры. Дополнительный недостаток натяжки заключается в том, что она может появляться в больших объемах, в зависимости от размера детали, что усложняет процесс очистки.
Способы решения проблемы натяжки
Если вы не хотите тратить время на утомительную очистку напечатанных изделий от намотанных на них нитей вручную, то можно принять предварительные меры. Одним из эффективных способов борьбы с натяжкой считается контроль температуры плавления. Как известно, чем сильнее волокно нагревается, тем более жидким и текучим оно становится. Соответственно, тем быстрее и интенсивнее оно проходит через сопло 3D принтера. Этот принцип работает и в обратную сторону: при низкой температуре волокно не плавится, что делает процесс печати невозможным. Поэтому мы советуем найти оптимальный баланс в уровне рабочей температуры, ориентируясь на рекомендации производителя.
У каждого типа волокна есть своя рекомендуемая температура плавления: PLA – 180-210 C, ABS – 210-250 C, PETG – 210-230 C, PVA – 160-190 C, TPU – 220-240 C. Кроме того, стоит внимательно следить за процессом 3D печати и регулировать температурный режим в случае появления натяжки. Небольшое уменьшение температуры плавления сделает волокно менее тягучим и не даст ему наматываться на детали.
Еще одним способом борьбы с натяжкой нитей в процессе аддитивного производства является регулировка скорости движения экструдера. Если она будет слишком низкой, то экструдеру понадобится больше времени на перемещение между точками печати, что может привести к появлению паутинки на изделиях. При увеличении скорости печати экструдер начнет двигаться быстрее, поэтому у расплавленного волокна останется меньше времени на натяжку. Оптимальная скорость работы 3D принтера зависит от его модели и технических характеристик. Однако не нужно совмещать высокую скорость движения с низкой температурой печати, так как это приведет к недостаточной экструзии.
Другим эффективным методом решения этой проблемы является использование слайсеров с функцией автоматического увеличения скорости движения экструдера при его выходе за пределы области печати. Наиболее простое и действенное решение – применить настройки ретракции. Активация этого режима позволяет автоматически втягивать нить в сопло каждый раз, когда экструдер перемещается между точками печати. Как только он достигает нужной позиции – подача волокна снова запускается. Как правило, такая опция есть у всех современных слайсеров. Ретракция помогает избавиться от натяжения и тем самым повысить качество 3D печати.
Есть и иные рекомендации, позволяющие избежать натяжки нитей на детали. Прежде всего, стоит регулярно проверять чистоту сопла. Застревание в нем пластика и других частиц препятствует свободному выходу и втягиванию волокна, поэтому на изделиях может появиться паутинка. Не менее важным является техническое состояние сопла, которое должно быть полностью исправным. Само волокно должно быть идеально сухим, иначе при расплавлении на нем появятся пузырьки влаги, что ухудшит качество печати
Теперь, когда вы узнали о способах предотвратить натяжение нитей, стоит рассказать о том, как очистить от них напечатанную деталь. К сожалению, до сих пор не существует инструмента для автоматизированной очистки, так что единственное решение – снимать их с поверхности изделия самостоятельно (руками или подручными средствами).