
Аддитивное производство позволяет создавать изделия сложных форм с высокой детализацией, предоставляя максимальную свободу дизайна. Согласно отчету Hubs Report за 2023 год, из существующих технологий FDM-печать пользуется наибольшей популярностью, благодаря ее простоте и удобству применения. Однако, как и при любом другом методе печати, здесь могут возникать ошибки в процессе наложения слоев. Нередко это приводит к появлению недостатков во внешнем виде или функциональности деталей. К наиболее распространенным дефектам относят натяжение нити, деформацию и сверхэкструзию, о которой вы узнаете в статье.
Причины появления сверхэкструзии
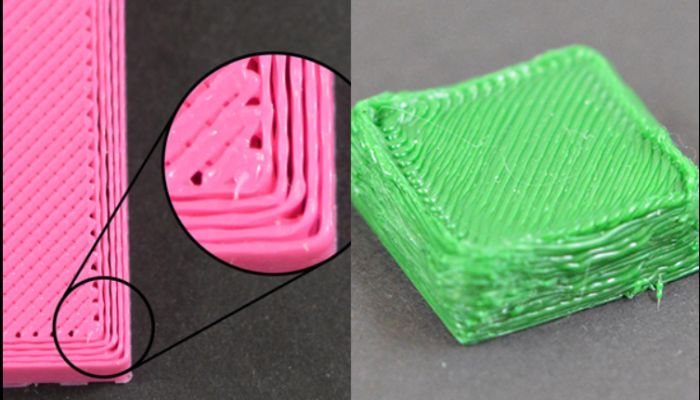
Сверхэкструзия происходит в том случае, когда экструдер 3D принтера выдавливает избыточное количество материала. Часто она вызывает вздутие и набухание краев готового изделия. Кроме того, расхождения в толщине слоев делают поверхности деталей неровными и непривлекательными. Со временем чрезмерный поток материала даже может засорить сопло устройства. Далее мы рассмотрим основные причины появления чрезмерной экструзии.
В большинстве случаев сверхэкструзия связана с повышенной температурой печати. При выставлении избыточной температуры нить плавится слишком быстро и экструдер теряет контроль над скоростью потока. Таким образом, неверно выставленный уровень температуры нагрева делает материал более текучим. В результате вентилятор не может быстро охладить нить, что приводит к неконтролируемому и чрезмерному потоку материала через сопло. Кроме того, на сверхэкструзию влияет диаметр нити – если он меньше диаметра сопла, то ускоренное прохождение нити способствует такому дефекту. Неправильная настройка диаметра нити в программе для слайсинга может негативно повлиять на скорость потока и вызвать чрезмерную экструзию.
Наконец, еще одной ее причиной считаются ошибки калибровки скорости потока (множитель экструзии в ПО для слайсеров). Скорость потока – это объем экструдируемой за секунду нити, она определяется на основе таких факторов, как скорость печати, размер сопла и высота слоя. При повышенной скорости потока через сопло проходит чрезмерное количество нити, что приводит к сверхэкструзии. В следующих разделах статьи мы рассмотрим различные пути профилактики такого дефекта 3D печати.
Снижение температуры печати
Прежде всего, рекомендуется проверить температуру печати и уменьшить ее при необходимости. Стоит отметить, что оптимальное значение этого параметра может варьироваться в зависимости от типа используемой нити. Например, печатать из пластика PLA рекомендуется в диапазоне температур от 190 С до 220 С. Для пластика ABS лучше всего подходит температура от 230 С до 260 С. А полимер PETG желательно обрабатывать при температуре от 210 С до 250 С. Снижать температуру следует плавно и постепенно (не более чем на 5 градусов за раз), так как слишком резкое уменьшение может сделать материал недостаточно текучим и привести к недоэкструзии.

Калибровка диаметра нити
Другой способ предотвращения этого дефекта заключается в регулировке скорости потока в зависимости от диаметра нити. Большинство доступных на рынке филаментов имеют стандартный диаметр 1.75, 2.85 или 3 мм. Убедитесь в том, что вы указали актуальные размеры используемой нити в настройках печати. Как правило, достаточно ввести спецификации производителя – если это не устранит проблему, то тогда стоит измерить диаметр нити вручную. Сделайте замеры в 5 разных точках цифровым штангенциркулем и рассчитайте среднее значение. Полученные данные следует указать в настройках нити (или параметрах машины) в программе слайсера. Иногда реальный диаметр нити не совпадает со спецификацией производителя. Например, нить с маркировкой 2,85 мм может иметь диаметр 2,84 мм, что влияет на скорость потока и вызывает сверхэкструзию.
Регулировка множителя экструзии (скорости потока)
Настройки множителя экструзии позволяют контролировать скорость потока материала в процессе 3D печати. Как правило, по умолчанию это значение выставлено на 100%. Для устранения сверхэкструзии вы можете попробовать уменьшить его с шагом в 2.5% или 5%. Важно протестировать и оценить влияние каждого этапа регулировки при помощи тестовых циклов печати.
Также существует более точный способ калибровки скорости потока. Сначала измерьте 120 мм от верха экструдера вдоль нити и поставьте отметку на этом уровне. Затем дайте принтеру команду выдавить 100 мм нити, измерьте оставшийся филамент от верха экструдера до отметки и внесите соответствующие изменения в настройки множителя. Например, если вы обнаружили, что принтер экструдировал не 100, а 104 мм нити, то можете уменьшить скорость потока на 4%.
Эти параметры нередко различаются для разных материалов. Популярная программа для слайсинга Simplify3D предлагает использовать множитель экструзии 0,9 (90%) для PLA. Для ABS рекомендованное значение составляет 1,0 (100%).
Проверка состояния сопла
Для профилактики сверхэкструзии очень важно поддерживать насадку экструдера в исправном и чистом виде. Регулярно проверяйте ее на наличие признаков износа, особенно при работе с абразивными материалами. Сюда относятся волокна с частицами дерева, металла или углеволокна. Под воздействием износа диаметр форсунки может увеличиться, что приведет к снижению качества печати. В таком случае рекомендуется заменить деталь на новую.

Итак, теперь вы знаете об основных причинах и способах устранения сверхэкструзии, поэтому сможете эффективно решить эту распространенную проблему 3D печати. Пробуя разные методы из перечисленных в статье или комбинируя их, вы легко добьетесь безупречного состояния поверхности изделий из полимеров.