
Для того, что бы получить оптимальные результаты печати, необходимо начать с фундамента, а именно – откорректировать «подачу» филамента фидером в экструдер.
Именно об этом действии, можно прочитать в данной статье, на примере принтера FB Ghost 5 и слайсера Cura
Условия – принтер включен, подключен либо к ПК по USB, либо по Wi-Fi.
Так же, нам понадобится качественная линейка, для измерения филамента в ходе регулировки.
Извлекаем пруток из экструдера, пользуясь стандартными средствами принтера, ОБЯЗАТЕЛЬНО удаляем «прожатый и побывавший в тефлоновой трубке» пруток, так же пользуясь кнопками загрузки и выгрузки филамента из меню принтера.
Теперь, можно приступить к регулировке подачи.

После это, заходим в программу слайсер Cura, переходим во вкладку Monitor, далее находим в ней пункт
Send G-code
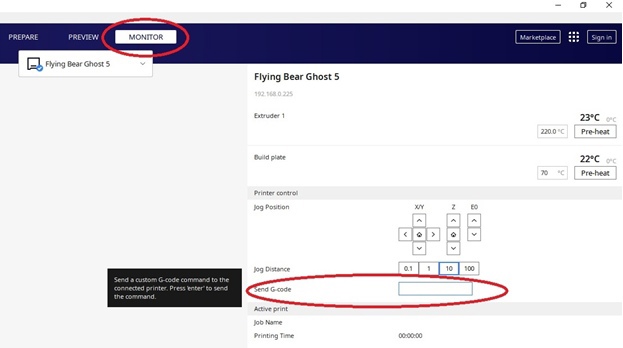
В этом пункте (Send G-code), есть окошко в которое необходимо вставить следующие команды :
M302 P1 //Отключение защиты холодного выдавливания (для калибровки)
G92 E0 //Сброс позиции экструдера
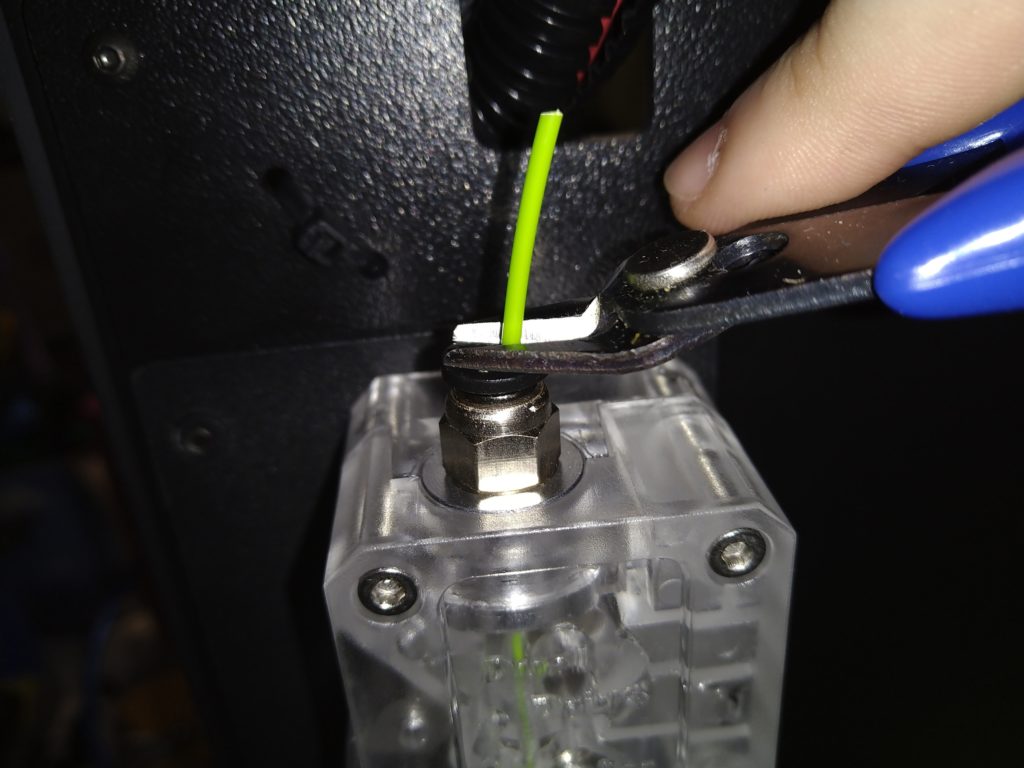
G1 E150 F800 //Подать 150 мм филаментаПосле того как ввели последнюю команду, фидер начнет подавать филамент, когда подача прекратится, отрежьте филамент заподлицо с фитингом, как делали в первый раз.
После этого, измерьте длину полученного прутка.
Если она равна 150мм, то дальнейшие действия выполнять не надо, если же длина полученного прутка отличается от 150мм (например 147мм), то выполняем следующие действия :
Скачиваем прошивку с официального «гугл-диска» именно для ВАШЕЙ версии платы управления, определить её версию поможет картинка, лежащая на том же гугл-диске.
После того, как скачали архив с нужной прошивкой, разархивируем её.
В папке, которую мы получили из архива, находим конфигурационный файл robin_nano35_cfg.txt.
Открываем этот файл с помощью обыкновенного блокнота.
Находим строку
>DEFAULT_E0_STEPS_PER_UNIT 400 /// Где 400, это «дефолтное» значение шагов фидера
После этого, проводим небольшие вычисления по формуле
400*150/147 = 408,163... ->округляем и получаем значение 408
400 – шаги в конфиге
150 – заданная длина прутка филамента
147 – полученная длина филамента
408 – правильное значение шагов для конфигаПосле выполнения этих нехитрых вычислений, полученное число (в примере 408) вписываем в строку
>DEFAULT_E0_STEPS_PER_UNIT 408
Сохраняем конфигурационный файл
После этого, запаковываем папку с распакованной прошивкой в RAR-архив без сжатия и руководствуясь видео-инструкцией по прошивке принтера (она находится на гугло-диске, ссылка на который была дана выше), загружаем в него прошивку, с откорректированным конфигурационным файлом.
После прошивки и повторного подключения принтера к ПК, повторно выполняем команды через вкладку Monitor в Cura
M302 P1 //Отключение температурной защиты экструдера
G92 E0 //Сброс позиции экструдера
G1 E150 F800 //Подать 150 мм филаментаПроизводим измерение, поданного фидером филамента.
Если вы все сделали правильно, то вы должны получить именно 150мм прутка, в противном случае, необходимо еще раз произвести расчет.